In late November of 2020 RCS Group, which was already producing rPET flakes for non-food products expanded their plastics recycling division to include the production of food-grade rPET recyclates that will be used in beverage rPET packaging, rPET food packaging films, and rPET food blister packs.
Their new 108,000 sq. ft. facility will process as much as 15,000 tons per year of rPET flakes from recycled bottles for food packaging applications.
RCS is now operating 24/7 to manufacture food-grade rPET that meets all FDA and EFSA standards for direct food contact. The product also meets the standards of well-known food brands for direct food contact, many of which are stricter than the regulatory bodies.
The EREMA VACUNITE® recycling system produces high-quality recyclate through vacuum-assisted degasification using a patented vacuum-assisted Solid State Polycondensation (SSP) technology, which was also specially developed by Polymetrix for this demanding application. All thermal process steps now take place in nitrogen and/or vacuum atmosphere. Discoloration of flakes and pellets is mostly eliminated and additives that could lead to undesired reactions in the melt are reliably removed.
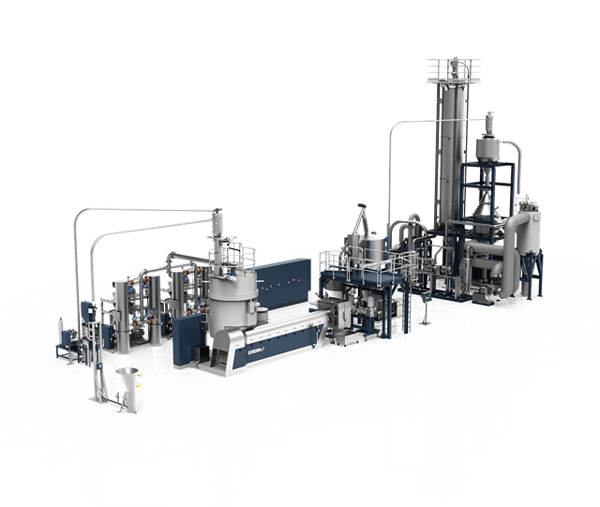 EREMA VACUNITE® rPET Food Packaging Technology
EREMA VACUNITE® rPET Food Packaging Technology
In addition to these quality factors, this new technology minimizes energy consumption in the production of rPET for food packaging. The process requires 40 percent fewer components and consumes up to 36 percent less energy than comparable systems on the market. The energy consumption for the entire production process from rPET flakes to the final rPET pellets is only 0.35 kWh per kg.of melted recyclate to remove contaminants and the result sets a new standard for rPET food packaging.
"Our analyses indicate that for all potential contaminants we achieve values that are significantly below our target values or are not detectable at all," explains Alexander Rimmer, Managing Director of the RCS Group. He further says: "The recycling process of rPET bottles returned by consumers using deposit machines begins in our group of companies as early as the collection stage. We turn the bottles into washed flakes, which are then processed using the new VACUNITE® system to produce food contact compliant recycled pellets. Our customer uses this in proportions of up to 100 percent to produce new preforms and food-grade bottles, which in turn end up in the retail trade and in households. This means that the cycle is completely closed and completely transparent to consumers, who can trace the route from the deposit machine back to the retailer."